Kontinuální šnekový extrudér má vysoký stupeň flexibility a automatizace. Použití zpracování vytlačováním během zpracování polymeru může účinně snížit náklady na zpracování, zlepšit efektivitu výroby a snížit emise odpadu.
Stávající extrudéry si sice dokážou poradit se současným tavením a mícháním materiálů ve šneku, ale s narůstajícím stupněm industrializace jejich nízká výstupní efektivita již nemůže uspokojit potřeby budoucího průmyslu. Aby se dále zlepšila účinnost zpracování polymerů, je naléhavá potřeba navrhnout velkoobjemové extrudéry.
Pokud však přímo navrhujete zařízení ve velkém měřítku, budete čelit problémům, jako je plýtvání zdroji kvůli nedostatečným zkušenostem s návrhem. Proto se stal zvláště důležitý teoretický výzkum šnekového vytlačovacího zařízení.
Teorie zesílení podobnosti je bezrozměrná číselná skupina, která představuje parametry související s určitým jevem v systému. Když jsou jevy ve dvou systémech podobné, existuje také určitá podobnost mezi příslušnými parametry. Tato podobnost může tvořit bezrozměrnou skupinu čísel, to znamená, že kritériem podobnosti je konstantní hodnota. Vycházíme-li z teorému podobnosti, aplikace empirických závěrů vyvozených v zařízeních v malém měřítku na zařízení ve velkém měřítku může zajistit, že bezrozměrné skupiny vyráběné v zařízeních v malém a velkém měřítku jsou stejné, čímž se zachovají bezrozměrné formy řešení pro různé rovnice konzistentní. Přeměna. Pro konstrukci šnekové struktury velkých dvoušnekových extruderů lze použít podobnou amplifikační teorii jako u extruderů. Tato teorie může začít z pohledu geometrické podobnosti a poskytnout platformu pro navrhování prostřednictvím studia parametrického modelování. Přijetím této metody návrhu se můžete vyhnout opakovanému modelování, ušetřit čas při návrhu a tím zlepšit efektivitu výroby a kvalitu výroby.
V posledních letech se široce diskutuje o výzkumu struktury malých extruderů, ale výzkum velkých extruderů je stále ve stádiu průzkumu. Prostřednictvím hloubkového výzkumu geometrických parametrů a zesílení výkonnostního indexu experimentálního modelu může poskytnout teoretický základ pro vývoj velkých šnekových extruderů, čímž se zlepší kvalita návrhu a míra úspěšnosti. Tento článek si klade za cíl představit současnou práci a pokrok v této oblasti od podobné amplifikační teorie použitelné u dvoušnekových extruderů.
Dvoušnekový extrudér podobná amplifikační teorii
Dvoušnekové extrudéry mají lepší míchací výkon než jednošnekové extrudéry. Po vědeckém výzkumu podobných teorií zesílení jednošnekových extruderů jej rozšířili na dvoušnekové extrudéry. Jak je znázorněno na obrázku 2, za předpokladu zachování úhlu šroubovice (φ) beze změny se dvojitý šroub rozvine, aby se získal vztah průměru mezi dvojitým šroubem a jedním šroubem, jak je znázorněno v rovnici (1). Ignorováním vlivu oblasti záběru (ψ úhel záběru je přibližně 0) je dále ilustrována proveditelnost aproximace dvoušroubu na jeden šroub.

Obrázek 2 Podobné schéma dvoušnekového přibližně ekvivalentního jednošnekového průtokového kanálu

Míchací výkon a bezpečnostní studie dvoušnekových extruderů jsou důležitými faktory pro úspěšný design extrudéru. Je nutné určit amplifikační kritéria pro klíčové parametry a studovat zesílené efekty na základě numerických výpočtů. U dvoušnekového extrudéru má materiál částečně vyplněnou část a zcela vyplněnou část. Podobné amplifikační teorie použitelné pro jednošnekové extrudéry jsou použitelné pro dvoušnekové extrudéry s plně naplněnými sekcemi. Jak se však zvyšovala poptávka po extrudérech s distribuovaným mícháním a extrudérech s dvojitým šnekem s odstraněním těkavých látek, začaly se objevovat podobné teorie zvětšování měřítka pro dvoušnekové extrudéry bez záběru, které částečně vyplňovaly oblast kanálu. Protože stupeň plnění dvoušnekového extrudéru je důležitým ukazatelem kapacity šnekové dopravy, lze kritérium zesílení dvoušneku dále rozdělit podle různých stupňů plnění průtokových kanálů dvoušnekového extrudéru.
01Podobná amplifikační teorie úplného naplnění průtokového kanálu
Průtokový kanál je zcela plný, což znamená, že materiál je zcela naplněn v průtočném kanálu bez jakýchkoliv mezer. Výzkumníci zjistili, že délka zcela naplněné části extrudéru má významný vliv na dobu zdržení a spotřebu energie taveniny extrudovaného materiálu v extrudéru. Když je průtokový kanál zcela naplněn, vlastnosti materiálu jsou stabilnější, než když není šnek zcela naplněn. Pouze při úplném zaplnění šneku lze zaručit konzistenci, kvalitu a výstup extrudovaných výrobků. Proto současné diskuse vědců o podobné teorii dvoušnekových extruderů v zásadě předpokládají, že průtokový kanál je zcela naplněn.
Li Ao provedl komplexní srovnání podobných amplifikačních metod pro úplné vyplnění průtokového kanálu a navrhl použít amplifikační metodu na jednošnekovém extrudéru na dvoušnekový extrudér, čímž položil teoretický základ pro transformaci dvoušnekových velkých strojů . Berzin a kol. věří, že koeficient přenosu tepla v plně naplněném extrudéru je velmi kritický. Jak se poměr povrchu k objemu snižuje s průměrem, rychlost přenosu tepla extrudéru se také sníží. Proto je šroub v procesu simulačního výpočtu často definován jako adiabatický. s použitím teploty taveniny jako jednoho z hodnotících kritérií. Protože proces vytlačování je omezen přenosem tepla, není snadné dosáhnout požadované teploty taveniny v sekci dodávky taveniny. Proto mohou být při použití zesílení přenosu tepla vyžadovány další experimenty a modelování. Matic´ provedl experimentální srovnání přenosu tepla s podobnou amplifikací a energeticky podobnou amplifikační metodou a zjistil, že teplota taveniny v částečně vyplněné oblasti byla nižší a doba setrvání před a po amplifikaci v plně vyplněné oblasti byla podobná, což naznačuje, že tyto dvě amplifikační metody jsou vhodnější pro zcela naplněné toky. V tunelu je v tuto chvíli výkon míchání uvnitř extrudéru lepší. Jak je znázorněno na obrázku 3, byla zkoumána doba zdržení a distribuce teploty taveniny při různých procesech a bylo zjištěno, že doba zdržení a teplota taveniny ve zcela naplněném průtokovém kanálu měly stejný trend změny a zesílená teplota taveniny a doba zdržení. se stal širší, což naznačuje, že Kvalita produktu vyrobeného po amplifikaci je podobná jako u referenčního modelu, který řeší problém rozkladu amplifikovaného produktu. Nakatani věřil, že adiabatický index a nenewtonovský index určují podmínky extrudéru a vlastnosti polymeru. Navrhl tepelnou bilanci podobnou amplifikaci pomocí výstupního amplifikačního indexu jako hlavní proměnné a ověřil proveditelnost této metody prostřednictvím konzistentních teplot taveniny.
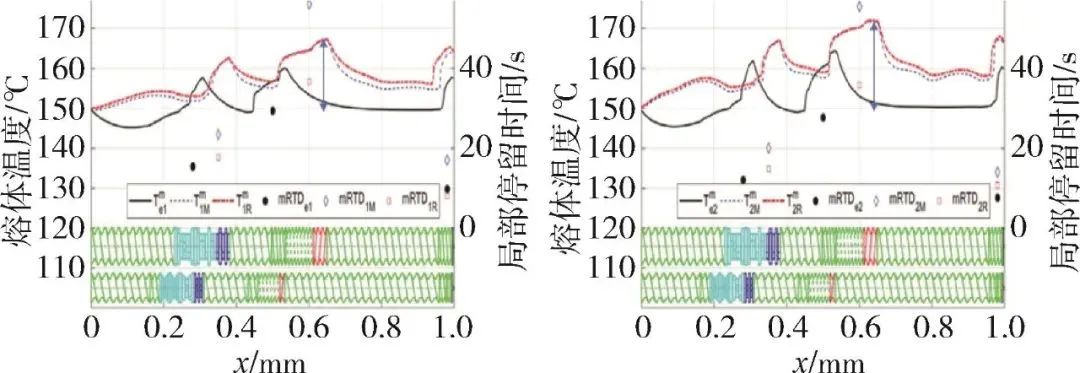
Obrázek 3 Srovnání mezi teplotou taveniny a místní dobou zdržení před a po zvětšení měřítka extrudéru
Dvoušnekový extrudér má dobrou funkci míchání a po amplifikaci je třeba věnovat pozornost směšovacímu účinku materiálů v extrudéru se dvěma šneky. Qu Wenbin použil metodu zesílení podobnosti míchání ke zvětšení konstrukce šnekových prvků v míchací části extrudéru. Analyzoval míchací výkon různých konfigurací šneku ve zcela naplněném průtokovém kanálu a dokázal, že zesílení šnekového extrudéru je založeno na geometrické podobnosti struktury šneku. Sexuální chování. Chen navrhl, že kvalita extrudátu je určena parametry, jako jsou geometrické parametry, specifická energie, distribuce doby zdržení, teplota a tlak, a tyto parametry určují distribuci míchání během procesu extruze. Juan vyvinul a otestoval proveditelnost podobných pravidel pro zesílení geometrického poměru pomocí dvoušnekových extruderů různých průměrů. Zjistil, že základní parametry procesu, průtok materiálu a rychlost šneku mají velmi malý vliv na vlastnosti materiálu, zatímco konfigurace šneku má větší vliv. Výše uvedený výzkum ukazuje, že na základě určení konfigurace šneku může zesílení geometrické podobnosti produkovat výstup a splnit požadavky konstantního míchání, ale má různé teplotní změny. Problém tedy může lépe vyřešit komplexní aplikace více podobných metod zesílení.
Předpokladem pro komplexní použití více podobných amplifikačních metod je určení geometrické podobnosti konfigurace šroubu a kombinace válce. Potom se na základě účelu zesílení výkonu v průmyslu se dvěma šneky provede podobné zesílení objemu a nakonec se zpětně vypočítá rychlost šneku malého stroje, aby se určil velký stroj. Rychlost šneku, simulace průtokového pole se používá k posouzení bezpečnosti výkonu zesílení a míchání. Dong Zhonghua odvodil amplifikační teorii, která kombinuje vícenásobné amplifikační metody vyrovnáváním směšovacích a teplotních polí mezi materiály, konkrétně komplexní tepelnou rovnováhu a směšovací podobnou amplifikace, a aplikoval ji v mixérech řady ZSK. Yue Jinfeng a kol. použila geometrii⁃objem⁃smykovou rychlost podobnou metodu zesílení k provedení výzkumu zesílení na sekci měření smíšeného výfuku hlavního rámu a prozkoumala bezpečnost a výkon míchání zesíleného modelu. Kromě toho, na základě podobného rozšíření paralelních dvoušnekových extrudérů, byly v tomto ohledu také studovány a diskutovány kónické dvoušnekové extrudéry. Langhorst provedl různé simulace a podobné zesílení každé funkční části speciální konstrukce kuželového protiběžného dvoušnekového extrudéru. Yin Qingzhen shrnul příslušné parametry do podoby bezrozměrných konstant a navrhl a zvětšil funkční úseky každé části kónického dvoušnekového extrudéru, čímž poskytl podmínky pro stabilní provoz zvětšeného extrudéru. Chen Simeng použil metodu mikroprvků k diskretizaci kónického dvoušnekového extrudéru pro energetické materiály, vytvořil odpovídající teorie zesílení pro různé funkční sekce a provedl korekce. Souhrnně lze konstatovat, že konvenční podobná amplifikační metoda může amplifikovat specifické parametry nezávislých funkčních úseků, ale stále existují nedostatky v celkové amplifikaci šnekového extrudéru. Optimalizovanou podobnou metodu zesílení lze použít ke kombinaci charakteristik různých funkčních úseků. Skutečná výroba. Zároveň je důležitou ověřovací metodou používat ortogonální experimentální design ke komplexnímu vyvážení a vyhodnocování různých parametrů během procesu korekce k ověření proveditelnosti podobného zesílení a optimalizaci úrovně parametrů modelu amplifikace.
02 Teorie zesílení podobnosti plnění dílčího průtokového kanálu
Při skutečném zpracování šnekovým extruderem může materiál vyplnit pouze část průtokového kanálu, ale nemůže zcela vyplnit celý průtokový kanál. Složitost procesu plnění dílčího průtokového kanálu je mnohem větší než u jednofázového průtoku, když je průtokový kanál zcela naplněn. Když je průtokový kanál částečně naplněn, rychlost toku a smykové napětí taveniny materiálu se zvýší, což zkomplikuje proces vytlačování.
Na základě charakteristik částečného plnění v sekci dodávky taveniny souběžně se otáčejícího dvoušnekového extrudéru MEIJER diskutoval o hloubce kanálu, podobném zesílení laminárního proudění a podobném zesílení přenosu tepla v případě částečného plnění nebo změn viskozity během procesu vytlačování (neizotermické, nenewtonské podmínky) dochází k vážným únikům toku. Ganzeveld poukázal na to, že průtoková rychlost úniku souvisí se stupněm naplnění komory v přiváděcí zóně. V případě částečného plnění, jak se počet plně naplněných komor snižuje, je ovlivněna průtočná rychlost úniku a index amplifikace produkce se snižuje. Fukuda a kol. provedla testy odporového toku na proporcionálně zvětšených dopravních prvcích a hnětacích blocích a navrhla podobné zesílení procentuálního odporového toku pro zesílení průtoku udržováním konstantního procentuálního odporového toku specifikovaného prvku.
Protože byla navržena celá řada podobných metod zvětšování měřítka pro úplné plnění šnekových extrudérů, mnoho výzkumníků začalo studovat, zda jsou tyto metody použitelné v částečně naplněných průtokových kanálech. Bigio a kol. věří, že pokud stupeň částečného naplnění a rychlost míchání dvoušnekového extrudéru zůstanou konstantní, pak podobné metody zvětšování měřítka použitelné pro úplné plnění budou stejně účinné pro částečně naplněné kanály. V podobném měřítku navrženém za předpokladu úplného plnění má geometrie šneku významný vliv na míchání a proudění vyvinuté v dvoušnekovém extrudéru. Dryer a kol. navrhl teorii zesílení objemové podobnosti, když je šroub z větší části naplněn. Zesílení objemové podobnosti zohledňuje pouze volný objem celé délky šroubu a zachovává stejnou plnost. Při použití objemového průtoku jako jediné proměnné je index parametru amplifikace stejný jako při úplném naplnění. Metoda amplifikace smíšené podobnosti je podobná. Haser prokázal, že zesílení procesu vytlačování různých geometrií lze dosáhnout na základě zesílení objemové podobnosti a trendy parametrů zesílení jsou konzistentní. Lze uzavřít, že použitelné amplifikační metody pro částečné plnění průtokových kanálů dvoušnekových extruderů jsou většinou odvozeny od úplného zaplnění průtokových kanálů. Tabulka 2 ukazuje podobné amplifikační metody běžně používané pro dvoušnekové extrudéry.
Tabulka 2 Charakteristika běžně používaných podobných amplifikačních metod pro dvojité šrouby

aplikace
Na teoretickém základě velké množství výzkumníků aplikovalo teorii zesílení podobnosti ve skutečné výrobě. Počáteční výzkum byl použit k porovnání různých podobných amplifikačních metod. Chung provedl experimentální ověření na stejném typu jednošnekového extrudéru pro univerzální zesílení podobnosti, podobné zesílení přenosu tepla a zesílení geometrické podobnosti a zjistil, že po geometrické podobnosti má výstup zvětšený model. Wang Jianping aplikoval metodu „ekvivalentního průměru“ k analýze tří podobných metod zesílení sekce pro dopravu taveniny v záběrovém souběžně rotujícím dvoušnekovém extrudéru a použil technická data velkých dvoušneků k získání výsledků, které jsou konzistentnější s skutečná situace.
Obrázek 4(a)~(c) znázorňuje srovnání výstupu, výkonu a rychlosti s experimentálními daty při různých metodách zesílení. Bylo zjištěno, že datový trend Maddockovy podobné amplifikační metody je bližší experimentálním datům. Na základě mnoha existujících metod vyvinul tým Nastaj nový počítačový optimalizační systém pro vytlačování pro optimalizaci procesu založeného na globálním modelu vytlačování šroubů s cílem maximalizovat výstup vytlačování a minimalizovat specifickou spotřebu energie. 4(d) je křivka materiálu a procesních dat získaných simulací celé sekce extruderu. Stupeň naplnění je v sekci pro dopravu pevných látek nízký a dosáhne plně naplněného stavu poté, co pevné lože zmizí. V této době dochází ke zjevným výkyvům tlaku a teploty. Vezmeme-li jako příklad polyvinylchlorid, Menge ověřil podobnou amplifikaci při konstantní teplotě taveniny a konstantní smykové rychlosti v protiběžně rotujícím dvoušnekovém extrudéru. Richter získal distribuci velikosti částic částic při různých úrovních plnění pomocí podobné amplifikační metody. Použití sledování částic k ověření bezpečného míchání v průtokovém kanálu je v současné době efektivní a intuitivní metoda.
Obrázek 4(a)~(c) znázorňuje srovnání výstupu, výkonu a rychlosti s experimentálními daty při různých metodách zesílení. Bylo zjištěno, že datový trend Maddockovy podobné amplifikační metody je bližší experimentálním datům. Na základě mnoha existujících metod vyvinul tým Nastaj nový počítačový optimalizační systém pro vytlačování pro optimalizaci procesu založeného na globálním modelu vytlačování šroubů s cílem maximalizovat výstup vytlačování a minimalizovat specifickou spotřebu energie. 4(d) je křivka materiálu a procesních dat získaných simulací celé sekce extruderu. Stupeň naplnění je v sekci pro dopravu pevných látek nízký a dosáhne plně naplněného stavu poté, co pevné lože zmizí. V této době dochází ke zjevným výkyvům tlaku a teploty. Vezmeme-li jako příklad polyvinylchlorid, Menge ověřil podobnou amplifikaci při konstantní teplotě taveniny a konstantní smykové rychlosti v protiběžně rotujícím dvoušnekovém extrudéru. Richter získal distribuci velikosti částic částic při různých úrovních plnění pomocí podobné amplifikační metody. Použití sledování částic k ověření bezpečného míchání v průtokovém kanálu je v současné době efektivní a intuitivní metoda.
Na základě podobného měřítka šnekových extruderů se postupně objevily zvětšené aplikace podobného konstrukčního zařízení. Zařízení, jako jsou šnekové extrudéry s mlecími kotouči, vnitřní mísiče, zjemňovače se dvěma šneky a dvourotorové kontinuální mísiče, také začala konstruovat podobné aplikace ve velkém měřítku. metoda. Xiaoling zkonstruoval model kotoučového šnekového extrudéru založený na amplifikaci podobnosti míchání a zároveň optimalizoval parametry pomocí ortogonálních experimentů a numerických simulací. Chen Kejuan a kol. použil kritéria podobnosti geometrické podobnosti a konstantní maximální smykové napětí v technologii zpracování šneku k návrhu modelu vnitřního mísiče. Hu Dongkui porovnal funkce a struktury dvoušnekových extrudérů a dvoušnekových rafinérů a zjistil, že dvoušnekové rafinéry a dvoušnekové extrudéry jsou celkově nejpodobnější a lze je ověřit pomocí experimentů, což umožňuje lepší pochopení dvoušnekových šnekové extrudéry. Konstrukce stroje má velký význam. Gong Shuyun použil energetickou ekvivalenci jako kritérium pro měření efektu míchání a navrhl proces a teoretický model podobného návrhu zesílení míchací sekce dvourotorového kontinuálního mixéru. Výzkumná myšlenka podobné amplifikační metody získává v průmyslu stále více pozornosti.

Obrázek 4 Srovnávací analýza podobné teorie zesílení ve skutečné výrobě
Závěr
Podobná konstrukce a použití šnekových extruderů může pomoci optimalizovat strukturu šneku, rychlost a další parametry extrudéru a zlepšit výkon extrudéru. Shrnutím podobných měřítek pro šnekové extrudéry doma i v zahraničí v posledních letech však lze zjistit, že bez ohledu na to, jaká metoda je použita, experimenty v měřítku jsou založeny na zajištění bezpečnosti a míchání šnekové extruze.
Šnekové extrudéry však zahrnují problémy, jako je spotřeba energie, netěsnost, výkon míchání a bezpečnost. Stávající podobné amplifikační metody nemohou maximalizovat své výhody. Proto je velmi důležitá optimalizace standardů podobnosti a amplifikačních faktorů. Budoucí výzkum by měl dále prozkoumat aplikační potenciál teorie amplifikace podobnosti při optimalizaci struktury extruderu a procesních parametrů a vyvinout odpovídající praktické nástroje a metody k poskytování úplnějších řešení pro přesnější lisování, konstrukci a aplikaci velkých extruderů. teoretická podpora.

